
NLX 6000
Usinage complexe de pièces longues
Caractéristiques principales

Puissance de fraisage optimisée
- Tourelle BMT avec moteur d'entraînement intégré
- Puissance de fraisage comparable à un centre d'usinage à 40 broches coniques
- Puissances de fraisage maximales allant jusqu'à un couple de serrage de 117 Nm (10 %ED)
Rigidité élevée
- Les glissières sont utilisées sur les axes X/Y/Z pour l'amortissement des vibrations
- Glissières plus larges
- Vis à billes de grand diamètre
Haute précision
- Décalage thermique contrôlé avec soin qui assure la précision de l'usinage

Fiabilité
- Enlèvement de copeaux optimisé comparé aux machines classiques
- Système de remplacement rapide à lunette, sans nouveau réglage et sans efforts supplémentaires (option)

Exemples d’application
Commande & logiciels
Appréciez la vitesse de la Digital Transformation (DX)
Révolutionnez vos processus de travail, débloquez de nouvelles possibilités, améliorez l'efficacité et favorisez la durabilité en réduisant la consommation d'énergie - tout en vous procurant un solide avantage concurrentiel.

- Interface utilisateur spécifique à DMG MORI optimisée pour une orientation verticale de l’écran
- Affichage flexible entièrement personnalisable avec jusqu’à 10 fenêtres et un agencement en groupes de fenêtres
- Contrôle de collision en 3D et simulation d’usinage
- Cycles d’usinage complets
- Système de gestion des outils

- Interface utilisateur spécifique à DMG MORI
- Cycles d’usinage intensifs
- Affichage flexible grâce à la configuration à 6 fenêtres et à leur agencement en groupes de fenêtres
- Contrôle de collision en 3D et simulation d’usinage
- Cycles d’usinage intensifs
- Système de gestion des outils

- Interface utilisateur spécifique à DMG MORI
- Cycles d’usinage intensifs
- Affichage flexible grâce à la configuration à 6 fenêtres et à leur agencement en groupes de fenêtres
- Contrôle de collision en 3D et simulation d’usinage
- Cycles d’usinage intensifs
- Système de gestion des outils

Sur pression d'un bouton, les axes X et Y en mode manuel se placent aux positions finales positives pour l'usinage extérieur
Idéal pour préparer la zone de travail à la configuration, en alternative comme fonction de sauvetage

- Commande simple au cours de la configuration des machines multicanaux
- Possibilité de réaction rapide pour l'usinage extérieur sous forme de fonction de sauvetage

- Facile à piloter grâce à trois paramètres et sans capteurs supplémentaires
- Éviter des vibrations grâce à un réglage ciblé de la vitesse de rotation
- Utilisé pour la broche principale et la contre-broche ou pour les fraiseuses avec bancs FD et Direct Drive

- pas d'intervention manuelle de l'utilisateur
- Répétition identique pour tous les composants
- Processus très sécurisé en cas d'utilisation spéciale en évitant les vibrations
- Par ex. pour l'utilisation de perceuses minces et longues
- par ex. pour les pièces à fraiser au montage précaire

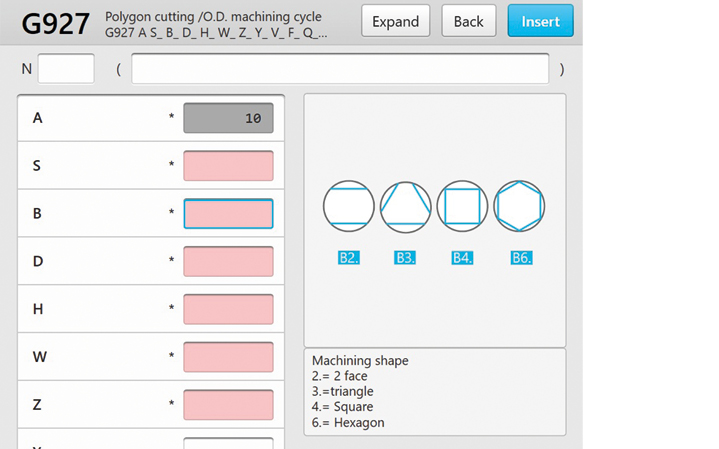
Usinage simple de pièces non circulaires
Interface utilisateur intuitive pour le tournage polygonal ou ovale
- Réalisation des géométries requises avec options simples de correction fine
- Correction fine des paramètres de géométrie (demi-axe long/mi-long et angle de position)
- Usinage sur la broche principale et la contre-broche combinables.


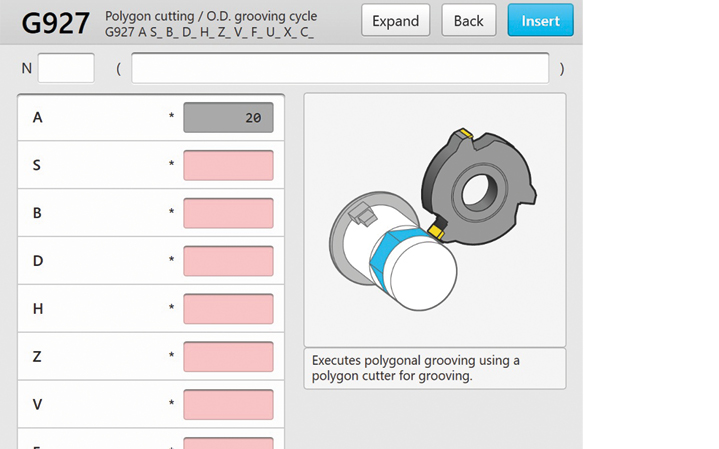
- Le mouvement oscillant de l'axe d'avance entraîne une coupe à l'air, ce qui permet une réduction efficace de la taille des copeaux.
- Pour le tournage longitudinal extérieur de diamètres intérieurs et extérieurs, le surfaçage, le perçage et le rainurage*.
- La fonction de sécurité intégrée vérifie la plausibilité des entrées de paramètres.
* Pour les surfaces inclinées, il en résulte un motif en escalier car l'avance ne peut être oscillée que dans un seul axe à la fois.

- La longueur des copeaux peut être pratiquement déterminée par le cycle et est indépendante du matériau.
- Il n'y a plus d'interruptions de processus, car les billes de copeaux sont évitées.
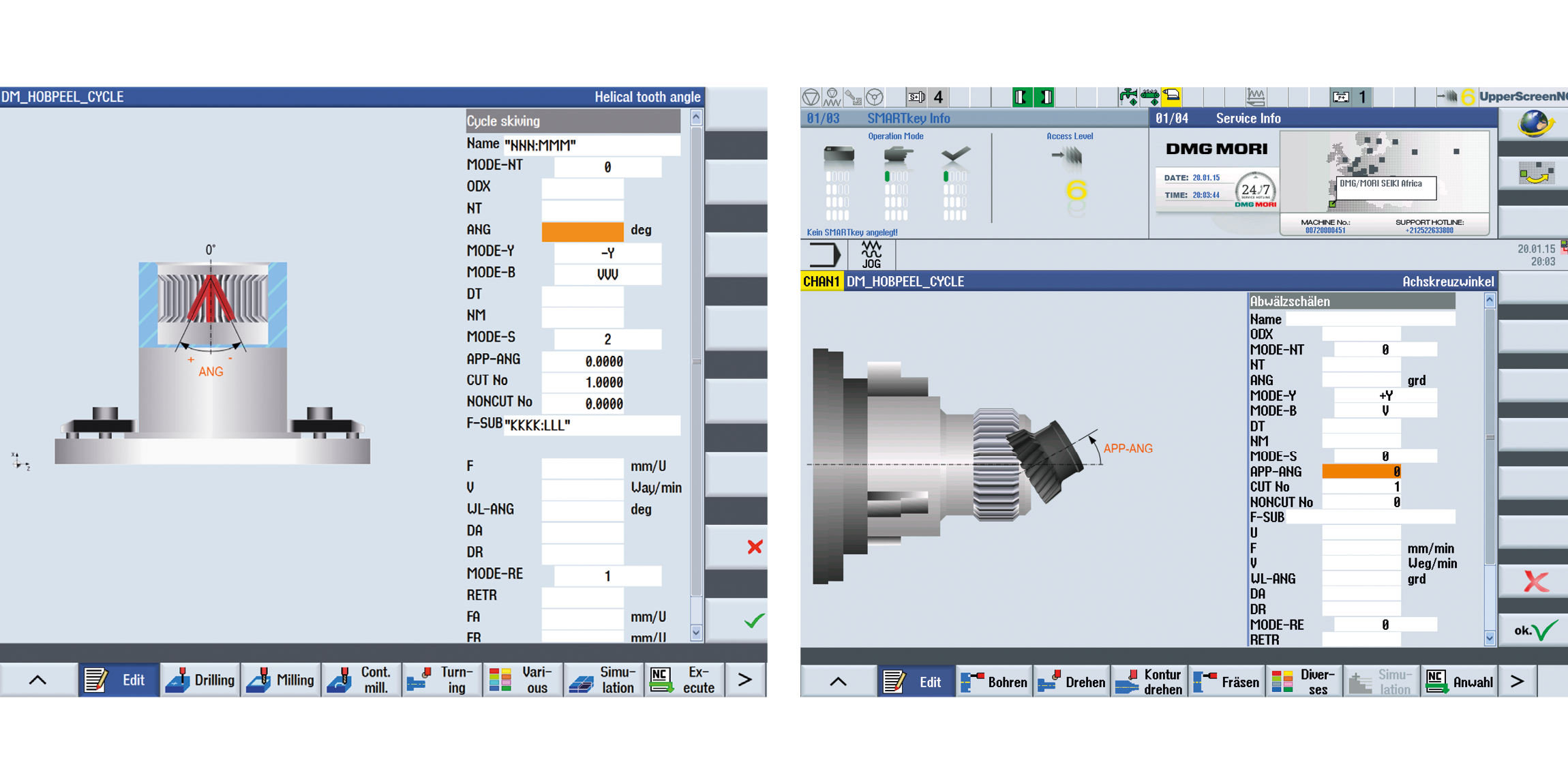
- Réglage facile sur l'IHM avec une grande sécurité de fonctionnement


- Roues cylindriques intérieures ou extérieures droites et obliques et engrenages d'arbres cannelés
- Engrenage à flèche avec décalage de denture sur les machines de tournage et les fraiseuses
- Engrenage bombé à travers la transformation mathématique du sixième axe virtuel
- Engrenage intérieur sans tête angulaire possible.
- Temps d'usinage courts, 10 fois plus rapide que le mortaisage.
- Synchronisation et parcours de l'outil pilotés par le cycle

- Solutions pour sécuriser les processus et utiliser plus efficacement d'étapes d'usinage essentielles
- Applications : Nettoyage du cône, contrôle des données de l'outil, mouvement de retrait sécurisé, taraudage, perçage profond, fraisage du filetage extérieur et des tenons, fraisage du filetage intérieur et fraisage circulaire, cycle d'alésage à sens inversé
- 12 stratégies d'usinage enregistrées pour l'enlèvement de copeaux, le perçage profond, le fraisage de poches, ...
- Optimisation de la durée grâce à une utilisation individuelle
- Fin de course sécurisée après interruption du programme
- Contrôle des données de l'outil


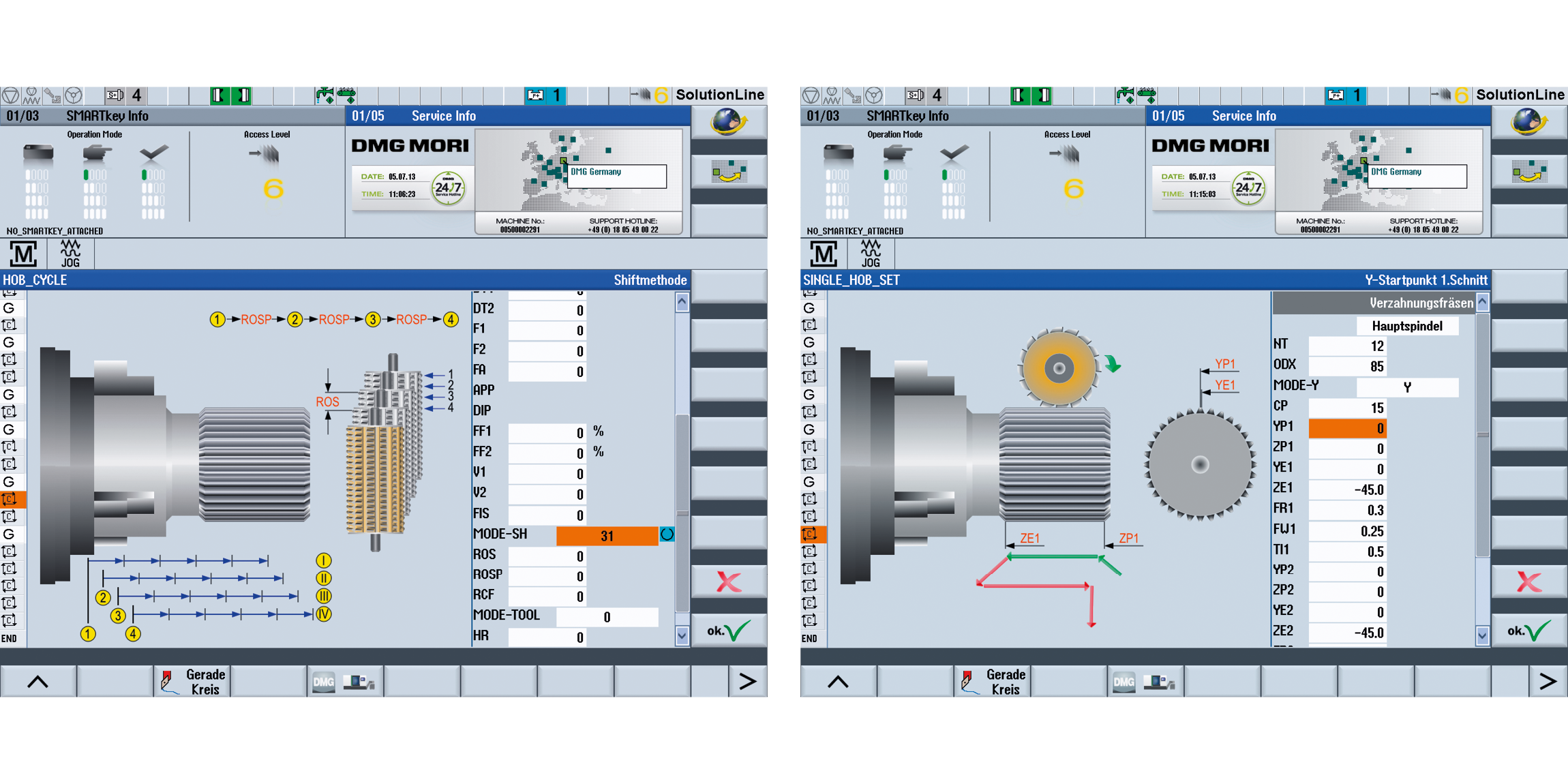
Usinage complet productif
Engrenage économique sur des machines standard et avec des outils standard
Compatible avec divers engrenage
Contrôle de qualité au cours du processus
- Création d'un programme à partir des schémas des pièces brutes et des données de la denture
- Orientation rotative après le traitement thermique
- Interface pour machine à mesurer tridimensionnelle (Klingenberg, Leitz, Zeiss)


- Éviter les dommages en cas de bris d'outil ou de surcharge de ce dernier
- Sans capteur, avec apprentissage automatique des limites de charge
- Pour le tournage, le fraisage et le perçage*
- NOUVEAUTÉ : Interface utilisateur sur CELOS Side Screen.
- NOUVEAUTÉ : Algorithme puissant pour un contrôle efficace après la première pièce à usiner
- Protection Package Complète parfaitement MPC sur les tours Avantage de prix (env. 40 %)
- Enregistrement des limites de contrôle pour chaque outil et chaque découpe dans le programme


- Chevauchement du mouvement circulaire grâce à des courses X et Y supplémentaires
- Utilisable pour l'usinage et le tournage
- Géométries excentriques faciles à réaliser
- Couplage d'axes précis et synchronisation en arrière-plan


- Parfaite association pour un usinage complet sur six faces et une fonction de poupée mobile
- Chargement et déchargement automatique de l'extrémité de la poupée mobile dans le mandrin de la broche principale ou de la contre-broche à travers la broche de fraisage et ensuite la tourelle
- Support de pièces à usiner longues et minces dans la broche principale grâce à une extrémité de contre-broche au fonctionnement synchronisé
- Précision de la pièce grâce au changement automatiquement sans portique à ouvrir (la courbe de chaleur reste constante)
- Sécurité élevée de l'usinage grâce au blocage de la position de la poupée mobile avec l'extrémité


- Usinage également sur des machines sans axe Y
- Haute productivité sans fraisage des surfaces individuelles
- Programmation guidée par dialogue grâce au cycle technologique
- Productivité, en particulier pour les petites pièces
- Possibilité de chanfreinage dans le même processus
- Une programmation simple et rapide minimise les erreurs

- NOUVEAUTÉ : On-Point Threading – Filetage orienté par rapport à la position
- Définition libre des contours, des pentes et des courses possible
- Réalisation de grands filetages d'entraînement ou spéciaux qui ne peuvent pas être produits à partir d'un peignage simple
- Programmation facile du filetage trapézoïdal, en scie et rond sur la machine
- Collecteur à vis sans fin avec géométries de profil quelconque
- Définition simple d'écrous cylindriques à nez fileté avec perçages transversaux


Caractéristiques principales
- Production de profilés avec contre-dépouilles grâce à la division de profilés haute résolution
- Utilisation de porte-outils standard pour l'usinage des flancs droite et gauche
- Etat de surface jusqu'à RA 0,3 sur alliages CrNi

- Programmation des paramètres d'engrenage à partir de la saisie conversationnelle
- Denture droite, oblique, en spirale et roues hélicoïdales possibles
- Utilisation d'une fraise-mère et d'une fraise-disque possible
- Maximisation des temps d'arrêt de l'outil en décalant la fraiseuse
- Qualité pouvant être atteinte ≤ DIN 7
- Modifications du profilé de la denture facile à maîtriser
- Prendre en compte l'utilisation d'outils réaffutés
- Prévention des erreurs grâce au contrôle (par ex. un angle de croisement d'axe erroné ou un couple/sens de rotation incorrect)

- Utilisation efficace d'outils de tournage à arêtes de coupe multiples avec plus d'un tranchant sur fraise de tournage et tours de fraisage
- Plusieurs « outils auxiliaires » sur un support de base
- Réduction des temps de changement d'outils
- Économie d'emplacements du magasin d'outils

Entretien & formation
Service complet et formations pour votre production
Profitez de notre offre de service complet et de formations pratiques qui maximisent les performances de vos machines et minimisent les temps d'arrêt. Avec des forfaits de maintenance complets, des pièces de rechange d'origine et des programmes de formation sur mesure, nous faisons passer votre production et votre équipe au niveau supérieur.