La résilience par l’intégration technologique
La technologie d’entraînement innovante de la société allemande Maschinenfabrik Mönninghoff GmbH & Co. KG est synonyme de qualité et de fiabilité depuis 1916.

Ses 125 employés développent et fabriquent différents types d’embrayages, de freins, d’actionneurs linéaires et des solutions système complètes pour des clients de presque tous les secteurs, de la technique agricole à l’industrie alimentaire en passant par la robotique. Après 105 ans sur son site d’origine à Bochum, Mönninghoff a construit une nouvelle usine à la pointe de la technologie afin de garantir, à l’avenir, des processus optimaux tout au long de la chaîne de production. Dans l’atelier d’usinage, depuis 2010 l’entreprise fait confiance à la Technologie des machines-outils DMG MORI. L’achat d’un NT 4300 a été suivi d’autres investissements dans des centres d’usinage et des tours, le plus récent étant le CTX beta 800 TC avec Robo2Go. Et ce n’est pas tout : Mönninghoff utilise également un certain nombre de cycles technologiques DMG MORI pour la fabrication d’engrenages.
Conception et fabrication de composants d’entraînement très complexes
« Les changements structurels intervenus dans la région de la Ruhr au cours des dernières décennies nous ont obligés à imaginer quelque chose de nouveau », explique Charlotte Finger, associée gérante de Mönninghoff. Jusque dans les années 1980, la société a réalisé plus de 90% de son chiffre d’affaires grâce à l’exploitation minière.
Depuis lors, Mönninghoff n’a cessé de se développer dans une niche spécifique de la technologie de l’entraînement. Après avoir confié la réalisation d’engrenages spéciaux à une autre société, Chemnitzer Zahnradfabrik, en 1992 Mönninghoff a pu se concentrer sur son activité principale : la conception et la fabrication de systèmes d’embrayage et de freinage sophistiqués et très complexes. « Il s’agit presque exclusivement de solutions spéciales, que nous développons souvent en collaboration avec nos clients », précise Charlotte Finger. Mönninghoff est connue dans de nombreux secteurs pour son savoir-faire et est généralement impliquée très tôt dans les projets de développement. Depuis longtemps, l’entreprise ne se considère plus comme un fournisseur, mais plutôt comme un partenaire technologique de ses clients.
Robo2Go : gestion multi-machines et qualité constante dans un fonctionnement en 3 équipes

Outre la transmission de son savoir-faire technique aux générations futures dans le cadre d’un programme de formation interne destiné à six jeunes recrues, Mönninghoff accorde une attention toute aussi grande à la modernisation continue de la production. La preuve en est l’investissement constant dans la technologie CNC de DMG MORI, le plus récent étant un CTX beta 800 TC avec Robo2Go. Le directeur de la production, Timon Lubek, explique ainsi cette décision d’achat : « Notre objectif est d’atteindre une utilisation maximale des machines sur les trois équipes. Avec le soutien de Robo2Go, notre équipe est également en mesure de faire fonctionner plusieurs machines en même temps ». Robo2Go offre un grand confort d’utilisation et constitue une solution d’automatisation optimale pour les lots de taille moyenne. Timon Lubek voit dans la qualité un autre atout de la fabrication automatisée : « En éliminant les opérations de serrage manuelles, il est plus facile d’atteindre des valeurs de précision de l’ordre du centième. » Et ses composants sont fabriqués à partir d’une grande variété de matériaux, de l’acier au bronze en passant par l’aluminium, ce sont tous des matériaux qui font partie du travail quotidien.

Automatisation et cycles technologiques de DMG MORI
Maschinenfabrik Mönninghoff franchit de nouvelles étapes dans l’usinage, avec ceux qui, en fin de compte, travaillent réellement avec la technologie moderne. Timon Lubek commente : « Il est important d’impliquer les collaborateurs dès le début des investissements, car d’une part ils apportent leur expérience et d’autre part ils sont donc capables de reconnaître rapidement la valeur ajoutée. » C’est ce qui s’est passé dans le cas du Robo2Go et cela vaut également pour l’intégration technologique. En effet, Mönninghoff utilise une série de cycles technologiques DMG MORI, qui permettent de réaliser des étapes spécifiques du processus, comme le taillage, sur des machines-outils CNC conventionnelles.
"Les solutions d’automatisation et l’intégration des technologies sont pour nous le moyen idéal pour augmenter les capacités de production de manière durable."
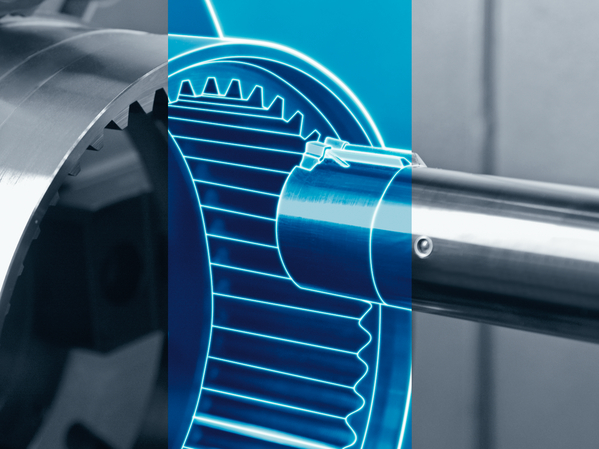
Utilisation optimale de la machine grâce aux cycles de taillage de DMG MORI
« Nos composants d’embrayage présentent une grande variété de dentures, qui étaient auparavant réalisées sur des machines à tailler par fraise-mère spéciales », explique Timon Lubek. « Avec les cycles technologiques de DMG MORI, nous pouvons usiner les mêmes produits, tels que les bagues d’embrayage, sur des centres de tournage / fraisage conventionnels, comme le CTX beta 800 TC, avec la même qualité sur une seule machine et parfois même plus rapidement. L’expérience des spécialistes de Mönninghoff a toujours été prise en compte pour développer et améliorer les cycles technologiques. Aujourd’hui, la fabrication de pièces dentées ne nécessite que deux serrages au maximum.
Cela signifie des temps de cycle plus courts et une réduction des transports internes et des temps d’attente. Un autre avantage réside dans la grande flexibilité : « Lorsqu’il n’y a pas de production d’engrenages, nous pouvons utiliser la machine pour d’autres opérations d’usinage et l’exploiter ainsi de manière optimale. »
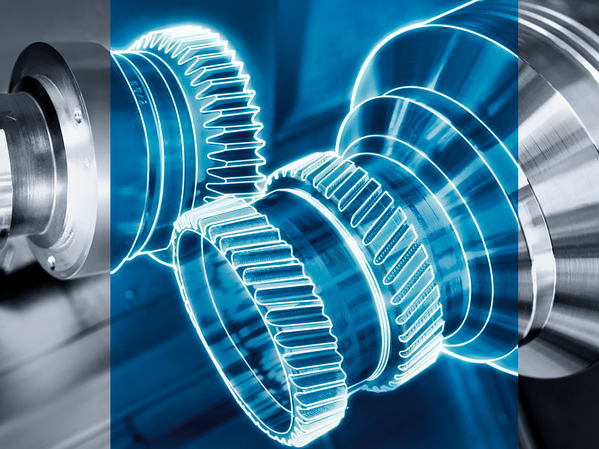
gearSKIVING 2.0 et outils DMQP de Horn
Un cycle technologique que Mönninghoff utilise intensivement est le gearSKIVING 2.0, car il permet de fabriquer des roues cylindriques intérieures ou extérieures droites ou obliques, ainsi que des engrenages d’arbres cannelés, et sur des centres de tournage / fraisage, même des engrenages à flèche avec décalage de denture. Le cycle commande la synchronisation et le parcours de l’outil. « Cela nous permet d’être dix fois plus rapides que le mortaisage », ajoute Timon Lubek, faisant référence à l’utilisation d’outils de Horn qui, depuis longtemps, est un partenaire technologique de DMG MORI, certifié DMQP. Les engrenages à crémaillère sont également fabriqués par fraisage à frappe sur des machines de tournage / fraisages comme le CTX beta 800 TC. Dans ce cas, le calcul automatique de la trajectoire de l’outil est effectué par le cycle technologique crownHOBBING, que DMG MORI a mis en place dans une deuxième phase, suivie du gearSHAPING, un cycle technologique de mise en forme des engrenages. Timon Lubek ajoute : « L’usinage complet sur 6 faces de ces pièces facilite l’adoption de solutions d’automatisation et permet un contrôle complet de la qualité dès la première pièce. » Chez Mönninghoff, l’intégration technologique revêt une grande importance. C’est pourquoi Timon Lubek apprécie particulièrement le partenariat à long terme avec DMG MORI : « Pour mieux réussir dans notre travail, nous utilisons pratiquement tous les cycles technologiques qui nous apportent une valeur ajoutée en matière de programmation et d’usinage, du taillage à la fraise-mère, en passant par le rainurage et la rectification. Et lorsque cela ne suffit pas, nous développons conjointement de nouveaux cycles spécifiques qui permettent ou facilitent l’usinage de nos composants spéciaux ». L’entreprise entend maintenir la même approche à l’avenir, non seulement pour fabriquer de manière efficace, mais aussi pour être un précurseur Technologique. Charlotte Finger voit également un grand potentiel dans les nouvelles possibilités de fabrication : « Les solutions d’automatisation et l’intégration technologique sont pour nous un moyen idéal d’augmenter durablement nos capacités de production et de maintenir ainsi la compétitivité du site de production allemand. »

CTX beta 800 TC
- 100 % TOURNAGE : Pièces jusqu’à ø 500 × 800 mm
- 100 % FRAISAGE : compactMASTER jusqu’à 20.000 tr/min et 120 Nm
- 100 % OUTILS : Jusqu’à 80 outils
Robo2Go
- Ré-équipement rapide pour la manutention de pièces à lopins et de pièces arbrées
- Capacité de chargement de 12, 25 et 35 kg
- Arbres ø 25 – 150 mm, Pièces à lopins ø 25 – 170 mm
- Auto-apprentissage de la pièce en < 15 min
Cycle de technologie exclusive
gearBROACHING
Fabrication orientée de dentures sur la broche principale et la contre-broche
- Dentures internes et externes
- Idéal pour les pièces présentant des épaulements ou des contours d’interférence en sortie de denture
- Paramètre de compensation pour la déflexion du porte-outil
- Disponible pour des machines avec SIEMENS/CELOS avec SIEMENS
gearSKIVING
Jusqu’à 8 fois plus rapide que le taillage d’engrenages par mortaisage
- Roues dentées cylindriques intérieures ou extérieures droites et obliques et engrenages d’arbres cannelés
- Engrenage intérieur sans tête angulaire possible
- Synchronisation et parcours de l’outil pilotés par le cycle
- Disponible pour les machines avec SIEMENS/CELOS avec SIEMENS et MAPPS/CELOS avec MAPPS
- TURN & MILL et DMF
- Engrenage à flèche avec décalage de denture*
- Engrenage bombé à travers la transformation mathématique du sixième axe virtuel* sur les machines TC & DMF
* NTX & CTX TC avec contre-broche et SIEMENS
MASCHINENFABRIK MÖNNINGHOFF
FACTS
- Fondée en 1916 à Bochum, en Allemagne
- 125 employés
- Développement et fabrication d’embrayages, de freins, d’actionneurs linéaires et de solutions système complètes
- Des clients dans divers secteurs, notamment la technique agricole, la robotique et l’industrie alimentaire
Maschinenfabrik
Mönninghoff GmbH & Co. KG
Burgstraße 35
44867 Bochum, Germany
www.moenninghoff.de