Qu’est-ce que l’usinage à 5 axes ?
Le fraisage est l’un des procédés de fabrication les plus anciens mais aussi les plus actuels. Selon les chroniqueurs, la première fraiseuse pour les matériaux métalliques a été développée au début des années 1800. L’étape importante suivante de l’évolution remonte au milieu du XIXe siècle lorsque la société Brown & Sharp a introduit une fraiseuse universelle. Pendant plus d’un siècle, trois dimensions étaient alors utilisées dans le fraisage conventionnel, nommées axe X, axe Y et axe Z suivant le système de coordonnées cartésiennes. L’axe X est (généralement) horizontal. L’axe Y se déplace dans l’œil de l’observateur de l’avant vers l’arrière et vice versa. Et sur l’axe Z, les mouvements défilent vers le haut et vers le bas.
Pendant plus d’un siècle, les trois axes de déplacement linéaire ont donc défini les limites géométriques du processus de fraisage conventionnel. Bien qu’il soit devenu possible par la suite de positionner la broche à un angle souhaité ou de serrer les pièces à l’aide d’un dispositif de fixation rotatif, l’usinage de formage est toujours resté bloqué en mode 3 axes. Néanmoins, le fraisage est devenu l’un des procédés de fabrication prédominants dans le travail industriel des métaux.
Bien que le développement de la commande numérique et, plus tard, de la commande numérique par ordinateur, ait étendu depuis les années 1960 de plus en plus les possibilités d’usinage, le fraisage à 3 axes reste indispensable aujourd’hui. Tel est ce qu’illustre une étude menée conjointement par l’Institut Fraunhofer pour les technologies de production IPT et la WBA Aachener Werkzeugbau Akademie en 2018, selon laquelle le fraisage à 3 axes reste la configuration d’axe prédominante même dans la fabrication d’outils, représentant près de 50 %, alors que seulement dix pour cent environ des configurations à 5 axes étaient utilisées il y a quatre ans.
Les raisons invoquées dans l’étude pour expliquer la prévalence étonnamment faible du fraisage à 5 axes sont évidentes. D’une part, un grand nombre de pièces produites ne nécessitent pas nécessairement un usinage simultané sur 5 axes. D’autre part, la faible prévalence de l’usinage à 5 axes peut s’expliquer par des défis plus importants pour les entreprises utilisatrices, en particulier en matière de programmation. Mais c’est précisément sur ces deux aspects que l’interaction de l’innovation et de l’évolution va aujourd’hui dans le sens du fraisage à 5 axes.
Fraisage à 5 axes avec un avenir

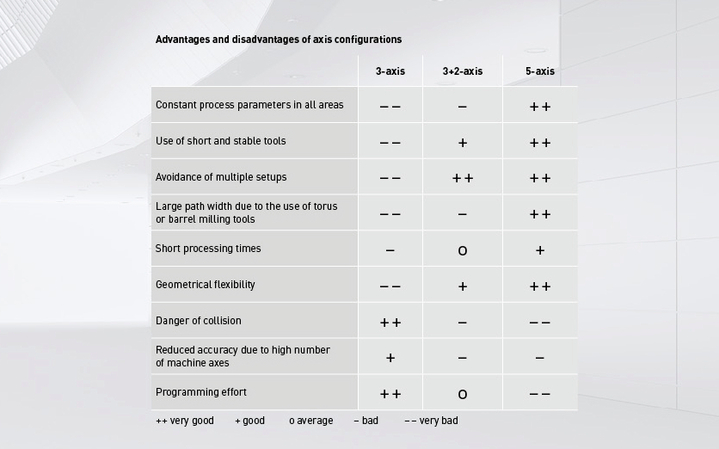
Tout d’abord, lors du fraisage à 5 axes, il est important de distinguer si l’outil peut être simplement positionné dans l’espace avec deux axes rotatifs supplémentaires en plus des trois axes linéaires, ou s’il peut être déplacé de façon entièrement simultanée. Dans le premier cas, on parle d’un usinage 3+2 axes dans lequel les quatrième et cinquième axes rotatifs maintiennent la pièce dans une orientation fixe, mais le fraisage lui-même est à nouveau effectué sur 3 axes. En revanche, dans le fraisage « réel », c’est-à-dire dans le fraisage simultané à 5 axes, les 5 axes de la machine peuvent se déplacer en s’interpolant les uns les autres dans n’importe quelle configuration.

Fraisage simultané à 5 axes sur l’avance
Il convient de noter dès le départ : la pénétration du marché qui est encore assez faible concernant le fraisage à 5 axes est susceptible de changer substantiellement en sa faveur à l’avenir malgré les défis de son utilisation. Cela a également été démontré (à titre d’exemple) dans l’étude précitée il y a quatre ans À l’époque, les outilleurs interrogés tablaient sur une croissance future des procédés à 5 axes (pour la finition) de plus de 50 %.
De toute évidence, les avantages du fraisage 3D deviennent de plus en plus calculables et rentables pour les utilisateurs. En termes de technologie de production, grâce aux cinq axes à commande numérique, la position de l’outil et de ses arêtes de coupe peut être positionnée à tout moment sur n’importe quel point de la pièce, en se déplaçant le long d’une surface incurvée (surface de forme libre) tout en maintenant avec une grande précision l’angle souhaité par rapport à la surface de la pièce.
L’un des plus grands avantages d’une machine à 5 axes est la possibilité de produire des pièces complexes et des composants précis en un seul réglage, en moins de temps et à moindre coût. Grâce à ce degré de liberté, l’usinage simultané en 5 axes permet de produire pratiquement tous les contours de la pièce en une seule opération, sans avoir à la resserrer. Cela permet d’éviter des temps morts improductifs et des imprécisions lors du passage d’une machine à l’autre. En outre, l’outil peut toujours être parfaitement positionné par rapport à la pièce à usiner. Cela permet d’utiliser des outils dans des longueurs standard réduites. Cela augmente la rigidité, permet des vitesses d’avance plus élevées et prolonge la durée de vie des outils.
La part croissante du fraisage à 5 axes sur le marché s’explique par une tendance à produire des pièces plus exigeantes et plus complexes dans des lots de plus en plus petits. À cela s’ajoutent les exigences de plus en plus importantes, imposées en matière de précision et de qualité de surface des composants, ainsi que des temps de réponse et des délais de livraison toujours plus courts. En outre, des fabricants tels que DMG MORI font également pression pour une plus grande acceptation des centres d’usinage à 5 axes. En outre, les fabricants de machines-outils peuvent miser sur des commandes de plus en plus intelligentes qui, à moyen terme, feront même entrer la programmation en atelier des tâches d’usinage à 5 axes dans le champ de vision de l’utilisateur. Enfin, les fournisseurs continuent également à améliorer la chaîne de processus numérique, de la CAO à la FAO en passant par la CNC. Par conséquent, de nombreux experts supposent que la programmation entièrement automatique de la CN comprenant des routines de simulation intelligentes pourrait être bientôt possible.
Machines pour le fraisage simultané à 5 axes
Cependant, la base du succès est et reste, bien sûr, la fraiseuse adaptée ou le bon centre d’usinage. En plus des axes X, Y et Z, les axes A, B et C prennent en charge les mouvements de rotation nécessaires de la broche, de la pièce ou de la table de serrage dans différentes configurations, selon la cinématique des machines. En fait, le mouvement relatif universel entre l’outil et la pièce peut en principe être réalisé de trois façons, comme nous l’a enseigné le légendaire manuel CNC :
- avec pièce fixe et deux axes de pivotement de l’outil,
- avec un axe d’outil fixe et deux mouvements de pivotement de la pièce, par exemple au moyen d’une table tournante pivotante, ou bien
- avec un mouvement de pivotement de l’axe de l’outil et un mouvement de pivotement de la pièce, qui sont décalés l’un par rapport à l’autre de 90°.
Dans les fraiseuses à table pivotante, par exemple, la table avec l’axe A tourne autour de la trajectoire longitudinale de l’axe X, tandis que dans les fraiseuses à tête pivotante, l’axe B de la tête de fraisage tourne autour de l’axe Y et en même temps l’axe C tourne autour de l’axe Z. La configuration qui convient à un utilisateur est toujours déterminée par le spectre de la pièce à usiner du client.

Remarque finale
En conclusion, il reste à mentionner que les principes fondamentaux du fraisage à 5 axes sur fraiseuse ne sont pas différents du fraisage à 5 axes sur tour. Les questions qui se posent portent plutôt sur les avantages de l’intégration des processus. Il s’agit toutefois d’une toute autre « histoire » que nous clarifierons dans un prochain article.